Predslov
V prísloví „Dôveruj, ale preveruj“ je veľký kus pravdy a mali by sme sa ním riadiť všetci a pri každej príležitosti. Platí to aj pri používaní fixných istení v lezeckých oblastiach. Všímam si predovšetkým pri začínajúcich lezcoch či už v skalkárskych oblastiach alebo v horách ako dokážu slepo dôverovať fixným postupovým isteniam a bez akéhokoľvek zaváhania odsadnú do starého hrdzavého nitu alebo do trištvrte vydratého barana. „Veď keď to tu je tak to predsa musí byť bezpečné“. V nasledujúcom článku skúsim priblížiť niekoľko mojich postrehov nazbieraných počas mojej horolezeckej praxe očami materiálového technológa a inžiniera zvárania.
Úvod
Tento článok nadväzuje na predchádzajúci metodický článok publikovaný v čísle 1/2019 v ktorom som podrobnejšie rozviedol problematiku používania necertifikovaných materiálov pre fixné zaisťovanie lezeckých ciest. V tejto časti by som sa rád zameral na typy materiálov používané na budovanie fixných postupových istení a istiacich stanovíšť, stručne popísal ich vybrané mechanické vlastnosti s cieľom poukázať na kritické miesta pri ich používaní.
Vo všeobecnosti môžeme materiály pre vytváranie postupových istení a istiacich stanovíšť z hľadiska certifikácie rozdeliť do dvoch základných skupín a to na materiály certifikované a necertifikované a z hľadiska typu použitého materiálu do troch skupín a to ocelí feritických (hrdzavejúce), austenitických (nehrdzavejúce) a hliníkových zliatin. Textilné materiály v tomto článku spomínať nebudem, Tým sa budem venovať v samostatnom príspevku.
Certifikované materiály
Certifikácia akéhokoľvek výrobku, technologického postupu alebo osoby či orgánu nám dáva ako takú istotu o jeho vybraných vlastnostiach. Pri horolezeckom vybavení je to predovšetkým garantovaná minimálna pevnosť. Avšak treba si uvedomiť, že tieto hodnoty sú garantované bezprostredne po certifikácii či výrobe. Nikto vám už nezaručí zmenu vlastností vplyvom opotrebenia či spôsobu používania. Certifikované vybavenie pre horolezecké športy spoznáme jednoducho. Každý certifikovaný výrobok musí byť viditeľne označený prislúchajúcou normou ako aj značkou výrobcu.
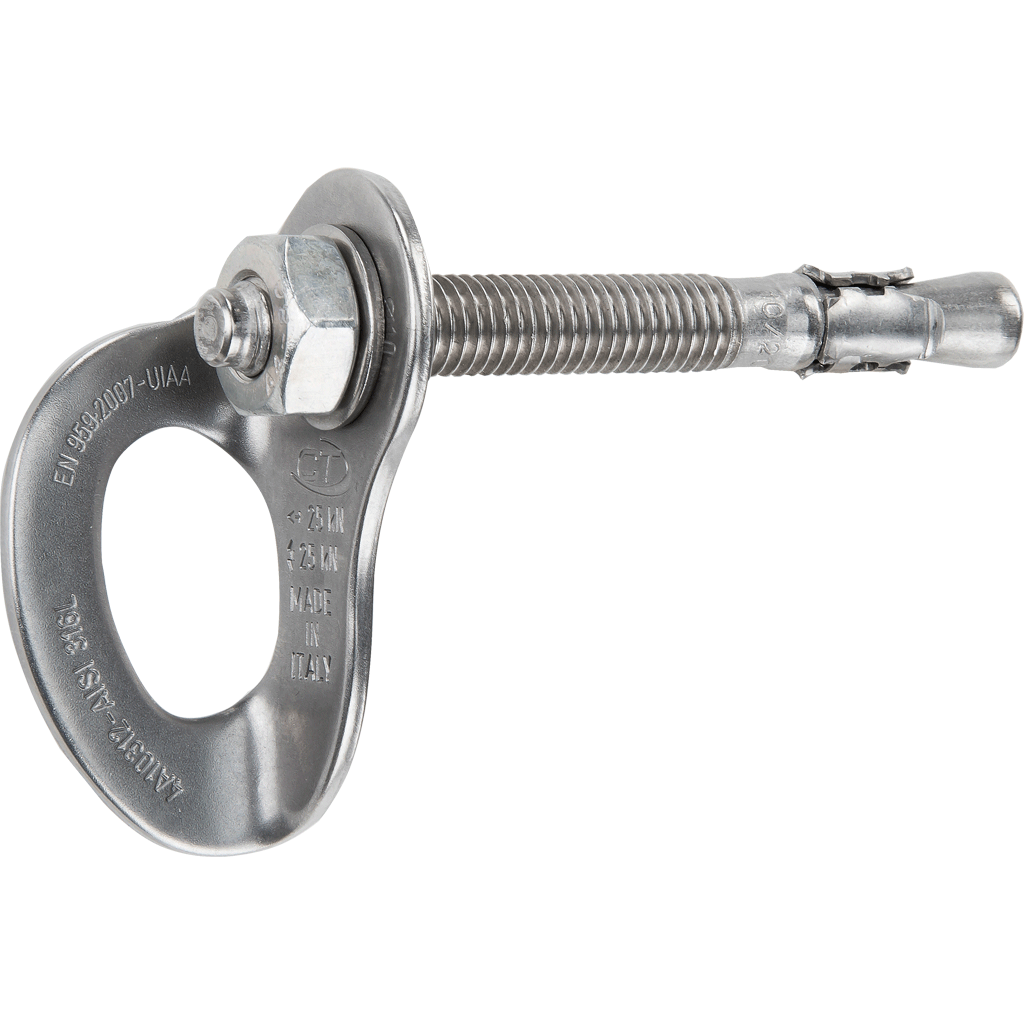
Pri tvorbe fixných istiacich bodov sa všeobecne môžeme u nás stretnúť buď s lepenými borhákmi Obr. 1 b),c) alebo expanznými nitmi s planžetami Obr. 1 a). Pri istiacich stanoviskách k tomu samozrejme pribudnú spojovacie reťaze a rôzne karabíny či zlaňovacie body, ktoré však musia tiež spĺňať aspekty certifikácie. Práve pri týchto doplnkových materiáloch to u nás takmer vo všetkých lezeckých oblastiach neplatí a okrem certifikovaných borhákov či expanzných nitov je všetok ostatný použitý materiál necertifikovaný.
A) 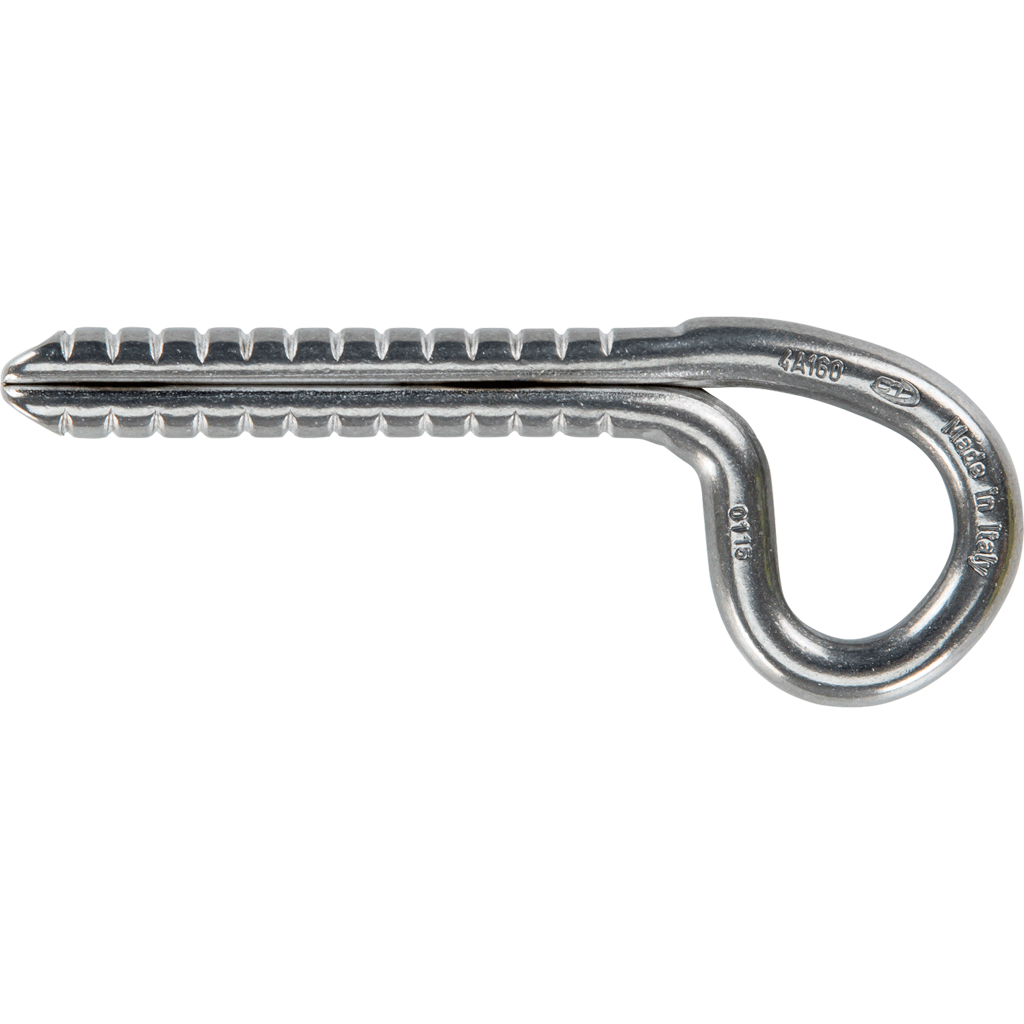
B) 
C)
Obr. 1Certifikované fixné istenia, a)expanzný nit s planžetou, b)ohýbaný borhák, c) zváraný borhák
Z hľadiska typu používaných materiálov sa na certifikované istiace komponenty používajú materiály uvedené v
Tab. 1Materiály pre výrobu certifikovaných istení
| Typ materiálu | Označenie materiálu | Zmluvná medza klzu RP0,2 | Predĺženie A5 |
| Ocele feritické „čierne“ | C45 (1.0503, 12050) | min. 490 MPa | min. 14% |
| Ocele austenitické – nehrdzavejúce | A2 (304) | min. 205 MPa | min. 40% |
| A4 (316) | min. 205 MPa | min 40% | |
| Zliatiny hliníka | Trieda 7075T6 na báze AlCu, Zn, Mg, Cr | 503 MPa | 11% |
Necertifikovaný materiál
Identifikácia necertifikovaného materiálu je v celku jednoduchá. Na materiáli absentuje akékoľvek označenie a poväčšine je hneď na prvý pohľad vidieť, že sa jedná o remeselnú výrobu miestnych kutilov. Väčšinou sa s takýmito kúskami stretávame v starších oblastiach, alebo menej frekventovaných skalkách lokálneho významu. Z Obr. 2 nevie ani odborné oko usúdiť aké mechanické vlastnosti, v našom prípade pevnosť môžeme od daných istení očakávať. Upozorňujem, že pri domácej výrobe istiacich prvkov nie každý uvažuje aj o správnej voľbe akosti použitého materiálu. Najbežnejšie dostupným materiálom je bežná konštrukčná oceľ triedy S235/1.0036/11 323, ktorá je absolútne nevhodná na pevnostné aplikácie nakoľko jej mechanické vlastnosti nezodpovedajú požiadavkám istiacich prvkov.

a) 
b)
Obr. 2 Príklady necertifikovaných fixných istení
Rozdelenie materiálov podľa typu
Akýkoľvek kovový lezecký materiál sa v podstate vyrába len s hore uvedených typov materiálov Tab. 1. Najväčšiu pevnosť dosahujú prvky vyrobené z feritických (hrdzavejúcich) ocelí triedy C45. Ako prevencia proti atmosférickej korózii sa aplikuje gavanické alebo žiarové zinkovanie, poprípade niklovanie alebo ich kombinácia. Tieto komponenty však časom a používaním, predovšetkým mechanickým poškodením a narušením antikoróznej vrstvy povlakov začnú korodovať a „priaznivých“ podmienkach pre vznik korózneho prostredia je ich životnosť výrazne nižšia ako u nehrdzavejúcich ocelí či hliníkových zliatin.
Najrozšírenejším materiálom pre výrobu fixných istení je v súčasnosti antikorózna oceľ triedy A2/304 a po novom triedy A4/316 (vyššia korózna odolnosť). Pri týchto oceliach, vďaka svojej štruktúre a obsahu chrómu nad 16% prirodzene vzniká na povrchu pasivačná vrstva oxidov chrómu, ktorá má výborné antikorózne vlastnosti. Nevýhodou je však jej nižšia pevnosť, avšak vďaka jej vysokej húževnatosti výborne odoláva rázovému zaťaženiu.
Do tretice sú to komponenty, prevažne karabíny s hliníkových zliatin triedy 7075-T6 (T6 – tepelné spracovanie na zvýšenie pevnosti). Tieto zliatiny majú po vytvrdení vysokú pevnosť, no iba veľmi malé predĺženie a pri rázovom zaťažení dochádza k lomu výrazne skôr ako u vyššie spomínaných materiálov. Pomerné predĺženie alebo tiež elongácia je bezrozmerná fyzikálna veličina udávajúca pomer medzi pôvodnou dĺžkou skúšobnej vzorky a dĺžkou pri ktorej sa v dôsledku ťahového zaťaženia vzorka roztrhla. Čím je táto hodnota vyššia, tým je daný materiál schopný spotrebovať viac energie na plastickú deformáciu. Laicky je potom možné povedať, že takýto materiál vie odolať vyššiemu rázovému zaťaženiu. Pre to je vhodné takéto komponenty kombinovať spolu s textilnými materiálmi, ktoré sú schopné pohlcovať vzniknutú rázovú energiu.
Nerezové a „hliníkové“ materiály majú výrazne nižšiu oteruvzdornosť ako ocele triedy C45, preto pri ich používaní dochádza k rýchlejšiemu opotrebeniu predovšetkým istiacich a zlaňovacích bodov (zlaňovacie barany).
Korózia nehrdzavejúcich ocelí
V určitých špecifických podmienkach pre vznik korózneho prostredia môže dochádzať a musím zdôrazniť, že aj dochádza k koróznemu napadnutiu nehrdzavejúcich ocelí. Stretávame sa tu s dvoma mechanizmami korózie a to s tzv. štrbinovou koróziou a medzikryštálovou koróziou.
Štrbinová korózia
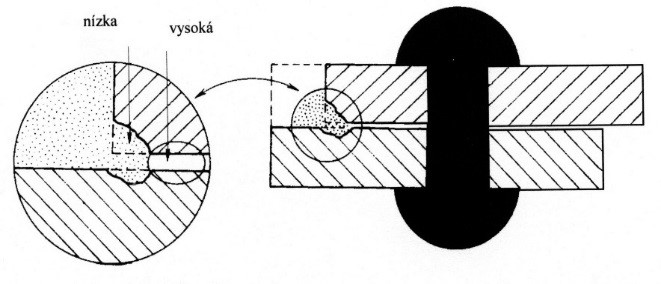
Štrbinová korózia prebieha v jemných kapilárach, alebo v miestach so zlým obehom prostredia. Má pomerne dlhú inkubačnú dobu. Proces korózie môže prebiehať dvomi mechanizmami a to buď vznikom koncentračných článkov Obr. 3, a), kde rôzna koncentrácia iónov v elektrolyte štrbiny a na jej ústi vytvára koncentračné články s anódovou oblasťou rozpúšťania na okraji štrbiny, alebo rozdielnym obsahom O2 na povrchu a v štrbine Obr. 3, b), kde sa na rozdiel od prvého prípadu nachádza anódová oblasť rozpúšťania vo vnútri štrbiny a vonkajšia časť s dostatočným prísunom kyslíku tvorí katódu. Korózne napadnutie sa vizuálne prejaví až po veľmi dlhej dobe.
a) 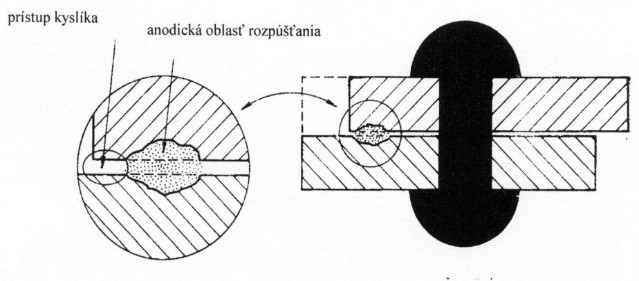
b)
Obr. 3 Mechanizmy vzniku štrbinovej korózie, a) vznik koncentračných článkov, b) rozdielny obsah O2
Prípad uvedený na Obr. 3 b) je v našom prípade nebezpečnejší, nakoľko anodické korózne procesy prebiehajú vo vnútri štrbiny a nie je ich na vonok vidieť.Príklad korózneho napadnutia fixného istenia je znázornený na Obr. 4.

Obr. 4 Príklad korózneho napadnutia borháku
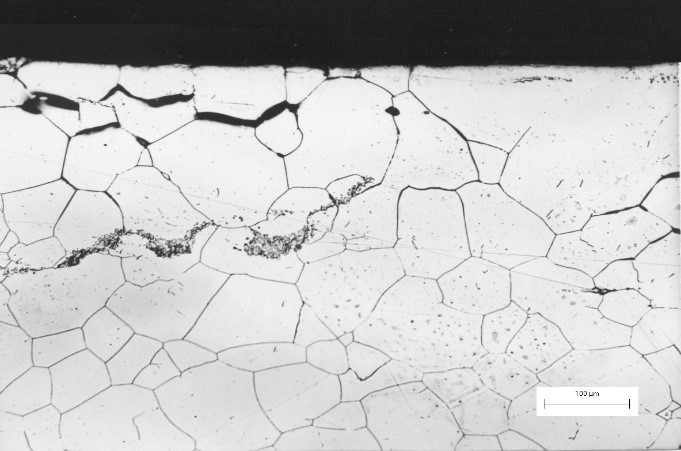
Medzikryštálová korózia
Medzikrýštálová korózia prebieha po hraniciach zŕn Obr. 5, a) prevažne vplyvom tepelného zcitlivenia materiálu (zváranie, ohrev) Obr. 5, b). Ohrozuje najmä nehrdzavejúce ocele, Ni a Al zliatiny. Preniká do značnej hĺbky pod povrch. Materiál postupne stráca pevnosť a húževnatosť.Vznik medzikryštálovej korózie je podmieneý lokálnou stratou pasivity povrchovej vrstvy. Pri nehrdzavejúcich oceliach je príčinou ochudobnenie o Cr na hraniciach zŕn a jeho následné vylúčenie v podobe karbidov chrómu (M23C6). Prevenciou vzniku môže byť zníženie obsahu C pod 0,03%, stabilizácia karbidotvornými prvkami (TiC, NbC). Pri výrobe zváraním je potrebné dodržať stanovené teploty pred a po zváraní.
a) 
b)
Obr. 5 Medzikryštálová korózia, a)napadnutie po hraniciach zŕn, b)príklad porušenie v mieste zvaru
Záver
Čo dodať na záver? Môžem len zdôrazniť slová ktorými som začínal tento článok. Dôveruj, ale preveruj! Aj keď ste presvedčení o dobrej kondícii osadených istení v navštívených lezeckých oblastiach skúste si všímať aj maličkosti ako na príklad označenie materiálu výrobcom či normou, správne zalepenie fixných istení, ich pevnosť, aspoň laickým poklepaním či vzpriečením, vytekajúcu hrdzu spoza istení, predreté zlaňovacie body a podobne. Vo všeobecnosti by sme sa stále mali riadiť zdravým rozumom a tak aby sme zbytočne neohrozovali našu bezpečnosť a bezpečnosť našich blízkych. Ak si nie ste istí kvalitou alebo kondíciou fixných istení je vhodné toto oznámiť správcovi skalnej oblasti, alebo ak je to u nás na Slovensku tak priamo na James.
Kado
Velmi kvalitny clanok. Dakujem za objasnenie a zotrenie mytov typu „co je z nereze a zalepene epoxidom je na veky“.
Peter Jaško
Veľmi pekne ďakujem za uznanie. Veľmi si vážim, že si niekto prečíta moje články a predovšetkým, že ocení ich obsah.